
| 本社 電話番号 FAX番号 URL: |
神奈川県川崎市幸区紺屋町34-1 044-555-1211 044-541-1201 http://www.shinmei-e.co.jp |
| 富岡工場 電話番号 FAX番号 |
福島県双葉郡富岡町大字大管字川田194 0240-22-3237 0240-22-5535 |
| 代 表 者 | 代表取締役 岩松 一郎 氏 |
| 設 立 | 昭和31(1956)年 |
| 創 立 | 昭和33(1958)年9月20日 |
| 従 業 員 | 104名(グループ従業員4,667名) |
| 営業品目 | 各種スイッチ(AV、OA、情報、通信、遊技機器用) ソレノイド、リレー、カウンタ等の製造及び販売 |
|
| 工場全景 |
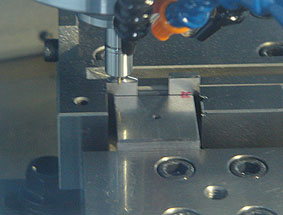 |  |
| 「LX-0」による金型加工 | 「LX-0」で加工した微細金型 |

